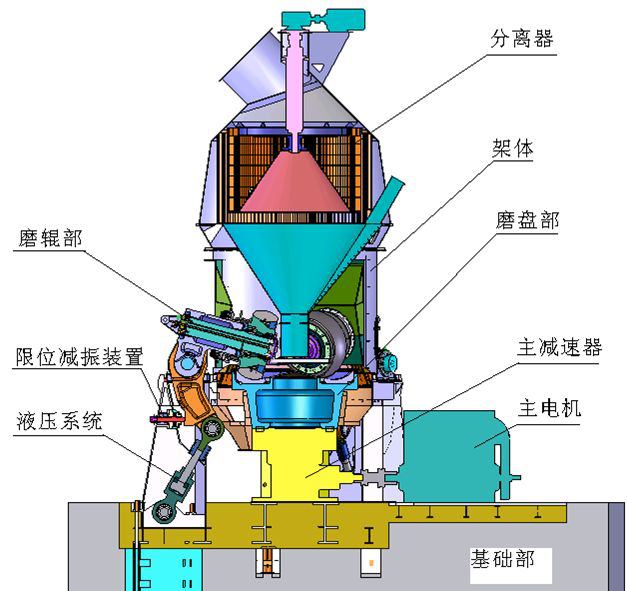
煤磨选粉机工作原理:由风扫磨来的空气带着物料由下部风管进入选粉机,经内锥体整流后沿外锥体与内锥体之间的环形通道减速上升,其中的粗粉经重力沉降沿外锥体边壁滑入粗粉收料筒实现重力分选,重力分选后的空气带着物料颗粒在导风叶的导流和转子的旋转作用下,在导风叶和转之间形成稳定的水平涡流选粉区。涡流中运动的粉尘颗粒将同时受重力、风力和旋转离心力的作用,细小轻微的颗粒随气流被吸入转内部流经出风管进入后面收尘器作为成品细粉被分离出来。粗重颗粒则下落,经内锥体汇集到粗粉收料筒,返回磨机再磨。
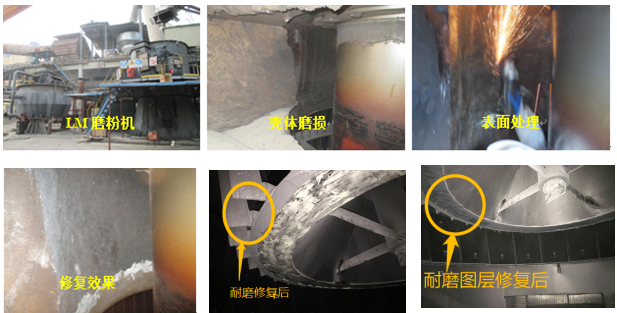
主要修复部位: 选粉机内壁
超链接:https://v.qq.com/x/page/f0372t40okh.html
一.表面处理工艺:
1. 对设备冲蚀缺损部位进行补焊,选用与设备基材同材质;
2. 脱脂、除潮处理:去除工件表面的油脂,使用新棉纱擦拭工件表面。
3. 喷砂除锈:去除工件表面的氧化层,目视检查,喷砂面可见均匀的金属本色。喷砂处理完的工件不允许用带油脂手套直接接触喷砂面,喷砂处理后工件要注意防潮。对不需要处理的部分,做好遮盖保护。
二、施胶工艺(参照产品介绍)
1.先预热已喷砂的设备,将NPT-J-16-30耐磨修复材料A、B组份按4:1(重量)比例混合搅拌均匀(气温较低时,可以将A组份耐磨修复材料加热至30~40℃,使材料容易搅拌),用加热后的涂覆工具将耐磨修复材料涂覆选粉机磨盘内壁,沿一个方向涂覆;
2.初固后,将设备专用修复面漆按比例充分混合搅拌,用喷涂或涂刷的方法均匀涂覆在工件的表面,进行表面处理,使表面平整、光滑;
3.加温固化:把工件加温至120℃,加温3小时,达到完全固化。
三、研磨、验收:
1.研磨:加温固化后的工件严格按照工件的尺寸进行研磨处理,打磨至标准尺寸;
2.验收:按照设备组装标准进行组装,达到设备正常运行标准;
3.喷漆:经检验合格后,对工件进行喷漆,要求喷漆表面均匀,不允许有流挂现象。








 客服
客服